
Охлаждение пресс-формы
2026-06-24
1. Охлаждение черновых форм [2]
К моменту передачи бутылки со стеклоформующей машины температура стеклокапли снижается с 1100–1200 °C примерно до 560 °C; такое снижение температуры достигается главным образом за счет охлаждения форм.
В настоящее время на большинстве заводов по производству стеклянных бутылок для охлаждения черновых форм применяется система обдува через боковые сопла (часто называемая «охлаждением со стороны сталкивателя» — *Stacker Cooling*); см. рис. 14:
![Рисунок 14: Схема бокового воздушного охлаждения черновой формы (охлаждение в зоне съема) [2]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-2-3.jpg "Серия косметических флаконов624 (2)")
![Рисунок 14: Схема бокового воздушного охлаждения черновой формы (охлаждение в зоне съема) [2]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-3-3.jpg "Серия косметических флаконов624 (3)")
Охлаждающий воздух подается из корпуса машины к соплу и направляется на черновую форму через имеющиеся в нем отверстия.
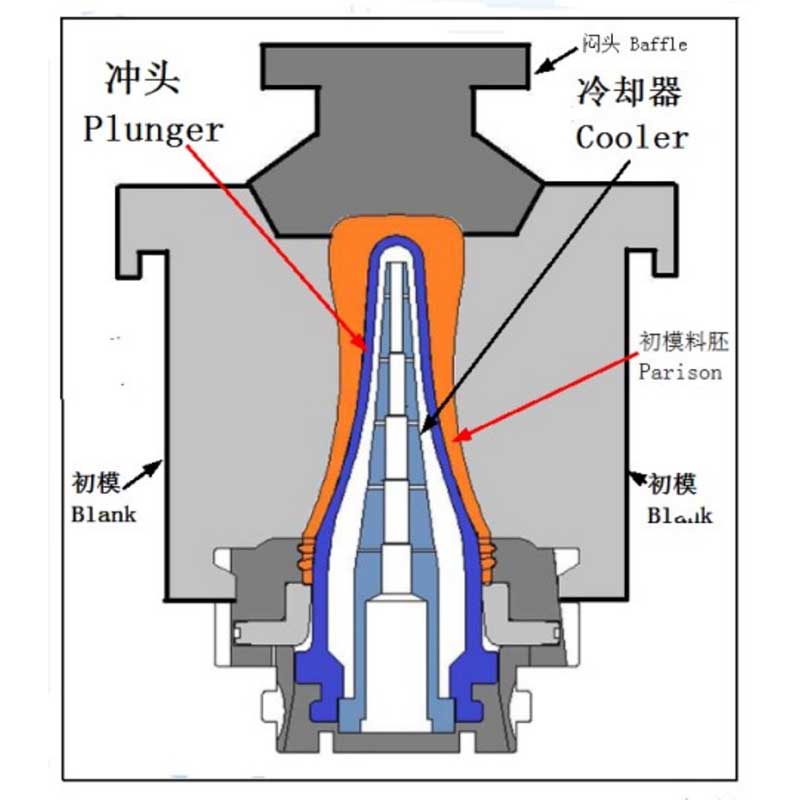
В связи с технологическим прогрессом — и, в частности, с требованиями процесса прессовыдувания изделий с узким горлом (Narrow-Neck Press-and-Blow) — для черновых форм стали применять метод вертикального охлаждения, обеспечивающий высокую эффективность отвода тепла и превосходную равномерность температурного поля.
![Рисунок 15: Схема осевого охлаждения черновой формы [2]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-4-3.jpg "Серия косметических флаконов624 (4)")
Принцип работы заключается в подаче охлаждающего воздуха из корпуса машины к охлаждающим отверстиям в нижней части черновой формы с последующим его выходом через верхнюю часть формы (см. схему на рис. 15).
2. Охлаждение чистовых форм
В настоящее время на большинстве заводов по производству стеклянных бутылок для чистовых форм применяется вертикальное охлаждение; этот метод обеспечивает эффективный отвод тепла, отвечающий требованиям для большинства видов продукции (см. рис. 16, вверху). Для дальнейшего повышения эффективности охлаждения также используется метод непрерывного охлаждения по всему периметру (на 360°) (см. рис. 16, внизу).
![Рисунок 16: Схема осевого охлаждения пресс-формы [2]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-5-3.jpg "Серия косметических флаконов624 (5)")
![Рисунок 16: Схема осевого охлаждения пресс-формы [2]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-6-1.jpg "Серия косметических флаконов624 (6)")
Поскольку в современном производстве облегченных бутылок преимущественно применяется метод прессовывания с раздувом для узкого горла (NNPB), к охлаждению форм предъявляются повышенные требования: процесс нуждается в высокой эффективности охлаждения при сохранении температурной однородности по всей форме.