
Вентиляция пресс-формы
2026-06-24
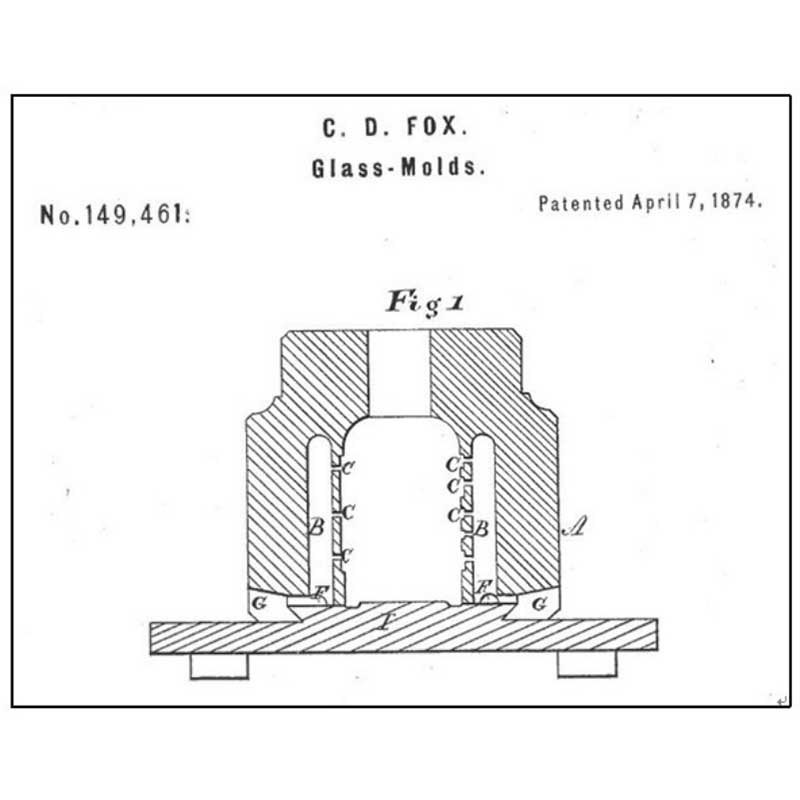
Исторический экскурс: на заре ручного производства бутылок понятие вентиляции форм отсутствовало. Однако благодаря многолетней практике и накопленному опыту мастера постепенно осознали необходимость и важность отвода воздуха из формы в процессе изготовления. В результате значительные усилия были направлены на изучение методов вентиляции форм. На рисунке 17 представлен патент 1874 года, касающийся вентиляции форм [3]:
![Рисунок 17: Патент на выхлопную систему, 7 апреля 1874 г., патент № 149461; [3]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-2-4.jpg "Серия косметических флаконов624 (2)")
В патенте описывается наличие вентиляционных отверстий (C) в верхней, средней и нижней частях черновой формы; они соединены с более крупным каналом (B), что позволяет отводить воздух из формы через выходное отверстие (G). Этому патенту уже 152 года.
С появлением высокоскоростных технологий производства бутылок вопрос отвода воздуха в процессе изготовления приобрел особую важность. В настоящее время при производстве бутылок отвод воздуха обычно требуется в следующих зонах:
1. Со стороны черновой формы
Что касается процесса загрузки стекломассы: когда капля стекломассы падает в полость черновой формы под действием силы тяжести, полость закрывается и герметизируется; следовательно, для обеспечения плавного вхождения капли необходимо отвести воздух из нижней части полости. Система отвода воздуха со стороны черновой формы включает:
(1) Вентиляцию кольца горловины (вентиляционный канал)
Вентиляционный паз предусмотрен в месте сопряжения кольца горловины с черновой формой. См. рисунок 18:
")
Как показано на рисунке 18, в зоне сопряжения формы для формования горловины и черновой формы имеются четыре вентиляционных канала; эти каналы выводят воздух из полости формы наружу через вентиляционные каналы, расположенные в пазах типа «ласточкин хвост» черновой формы.
(2) Вентиляция черновой формы
В нижней части черновой формы предусмотрено несколько вентиляционных каналов, как показано на рисунке 19:
")
При попадании капли стекломассы в полость черновой формы наличие в ней множества вентиляционных каналов обеспечивает быстрый и эффективный отвод воздуха из нижней части формы.
Эти вентиляционные отверстия в черновой форме способствуют плавному и быстрому опусканию капли на дно формы, позволяя ей оперативно занять рабочее положение и принять форму в пространстве между кольцом горловины и плунжером.
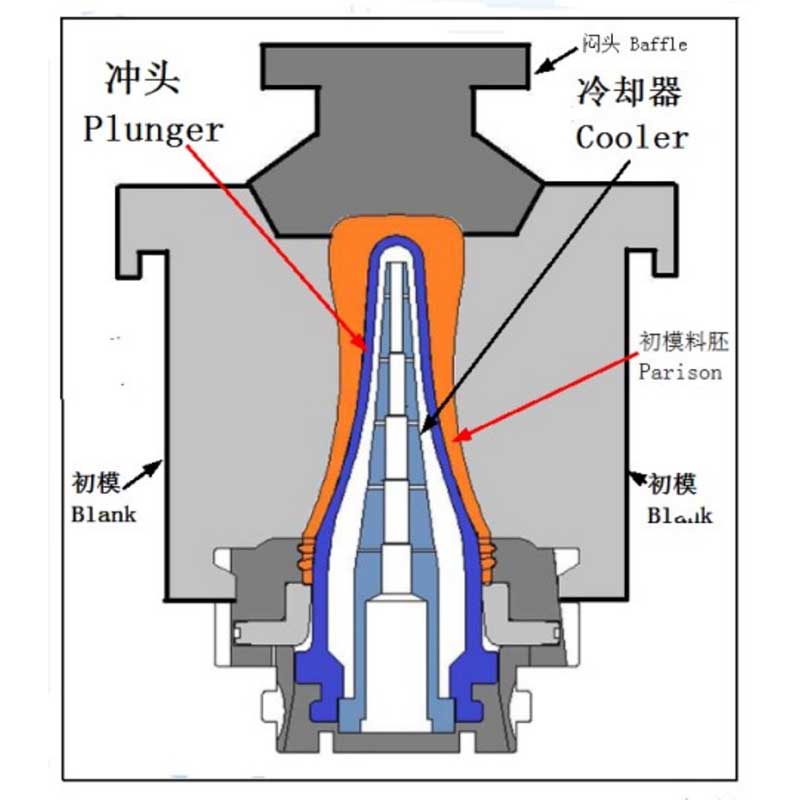
(3) Удаление воздуха в процессе контрдутья:
На контактной поверхности отсекателя (или дутьевой головки) предусмотрены вентиляционные каналы. См. рисунок 20:
")
Следующим этапом после формования венчика бутылки является процесс противодавления (контрдутья). На этой стадии отсекатель (баффл) прижимается к черновой форме, создавая герметичное пространство в верхней части ее полости. Для обеспечения быстрого подъема стеклокапли в рабочее положение под действием воздуха, подаваемого при противодавлении, на торцевой поверхности отсекателя предусмотрены каналы для отвода воздуха; это позволяет капле быстро подняться и сформировать заготовку (пузырь) внутри черновой формы.
2. Сторона чистовой формы
Отвод воздуха из чистовой формы
(1) Вентиляционные каналы, расположенные в стенке чистовой формы в ее верхней части. См. Рисунок 21:
![Рисунок 21: Схема вентиляции пресс-формы [4]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-6-2.jpg "Серия косметических флаконов624 (6)")
![Рисунок 21: Схема вентиляции пресс-формы [4]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-7-1.jpg "Серия косметических флаконов624 (7)")
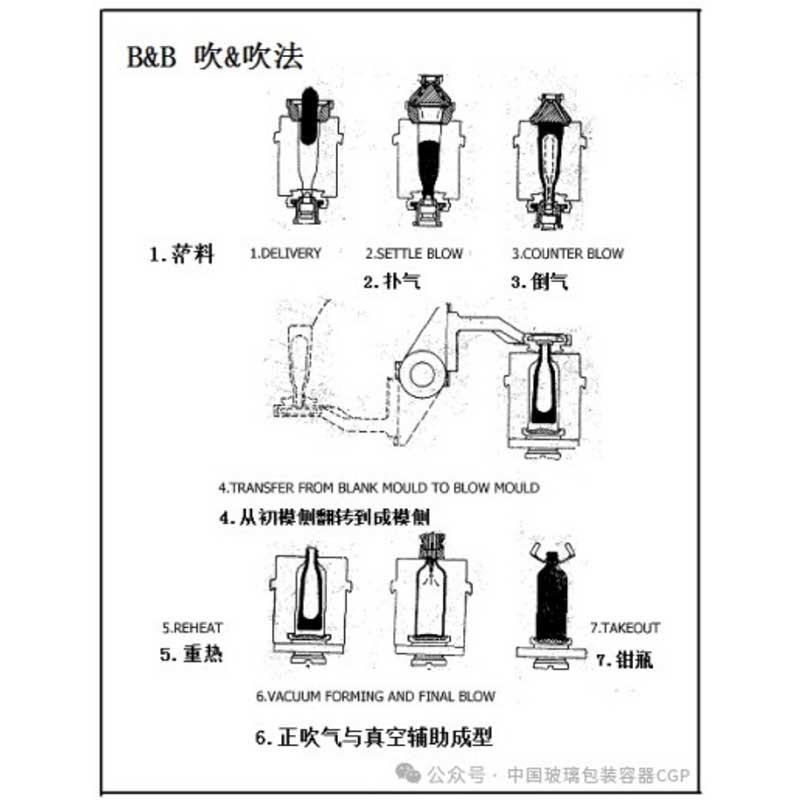
В ходе технологического процесса заготовка перемещается из черновой формы в чистовую (выдувную), где объем полости значительно превышает объем самой заготовки. Под действием воздуха, подаваемого на стадии окончательного выдувания, заготовка быстро расширяется, вследствие чего воздух из полости формы должен удаляться с высокой скоростью. В корпусе и горловой части чистовой формы могут быть выполнены ряды вентиляционных отверстий. Как показано на рисунке 21 (слева), в процессе окончательного выдувания воздух естественным образом отводится вверх. В конфигурации, представленной на рисунке 20 (справа), небольшие вентиляционные отверстия соединены с более крупными вертикальными каналами, подключенными к вакуумной системе для интенсификации отвода воздуха; совместное действие воздуха для выдувания, вентиляционных отверстий и вакуума обеспечивает эффективное удаление воздуха, что позволяет использовать данный метод в высокоскоростном производстве (поскольку вакуумирование обеспечивает мощный отвод воздуха). Практический опыт показывает, что диаметр вентиляционных отверстий в чистовой форме в идеале должен быть менее 0,8 мм [4].
(2) Отвод воздуха из донной части чистовой формы
К некоторым стеклянным бутылкам — в частности, квадратным, прямоугольным и многогранным — предъявляются строгие требования в отношении четырех углов донной части. В процессе окончательного выдувания у таких бутылок часто возникают проблемы, связанные с неполным формованием дна или недостаточной четкостью углов. В четырех углах донной части могут быть выполнены вентиляционные отверстия, как показано на рисунке 22:
![Рисунок 22: Схема вентиляции днища литейной формы [4]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-8-1.jpg "Серия косметических флаконов624 (8)")
![Рисунок 22: Схема вентиляции днища литейной формы [4]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-9-1.jpg "Серия косметических флаконов624 (9)")
Благодаря наличию вентиляционного отверстия в нижней части, донышки этих стеклянных бутылок приобретают четкую, правильную и эстетически привлекательную форму во всех углах.
(3) Отвод воздуха через дутьевую головку
При воздействии дутьевой головки на горячую стеклянную бутылку воздух вытесняется из ее внутренней полости в процессе охлаждения. См. рисунок 23:
![Рисунок 23: Выдувное сопло и сброс давления из горячей бутылки [4]](https://cdn.cnyandex.com/kfipnwp/uploads/Серия-косметических-флаконов624-10-1.jpg "Серия косметических флаконов624 (10)")
A. Как показано на рисунке 23, после того как заготовка (пузырь) раздута и стекло плотно прилегает к стенкам чистовой формы, внутренняя температура горячей бутылки остается высокой. Для быстрого отвода внутреннего тепла требуется непрерывный обдув: сжатый воздух постоянно подается в бутылку через дутьевую трубку, а горячий газ изнутри бутылки непрерывно отводится через дутьевую головку. Такая непрерывная циркуляция эффективно отводит тепло; этот процесс для горячих бутылок называют «внутренним охлаждением».
B. Дутьевая головка, прижимаемая к торцу чистовой формы, имеет несколько выпускных отверстий (см. рис. 23). Эти отверстия предотвращают возникновение дефектов (например, деформации) в зоне венчика (горлышка/отверстия) бутылки, вызванных избыточным давлением воздуха. Поскольку эти отверстия не контактируют с расплавленным стеклом, риск его проникновения в них отсутствует; следовательно, в зависимости от конкретных условий эксплуатации, их можно делать достаточно глубокими.